.jpg?format=pjpeg&width=1600&quality=50&auto=webp)
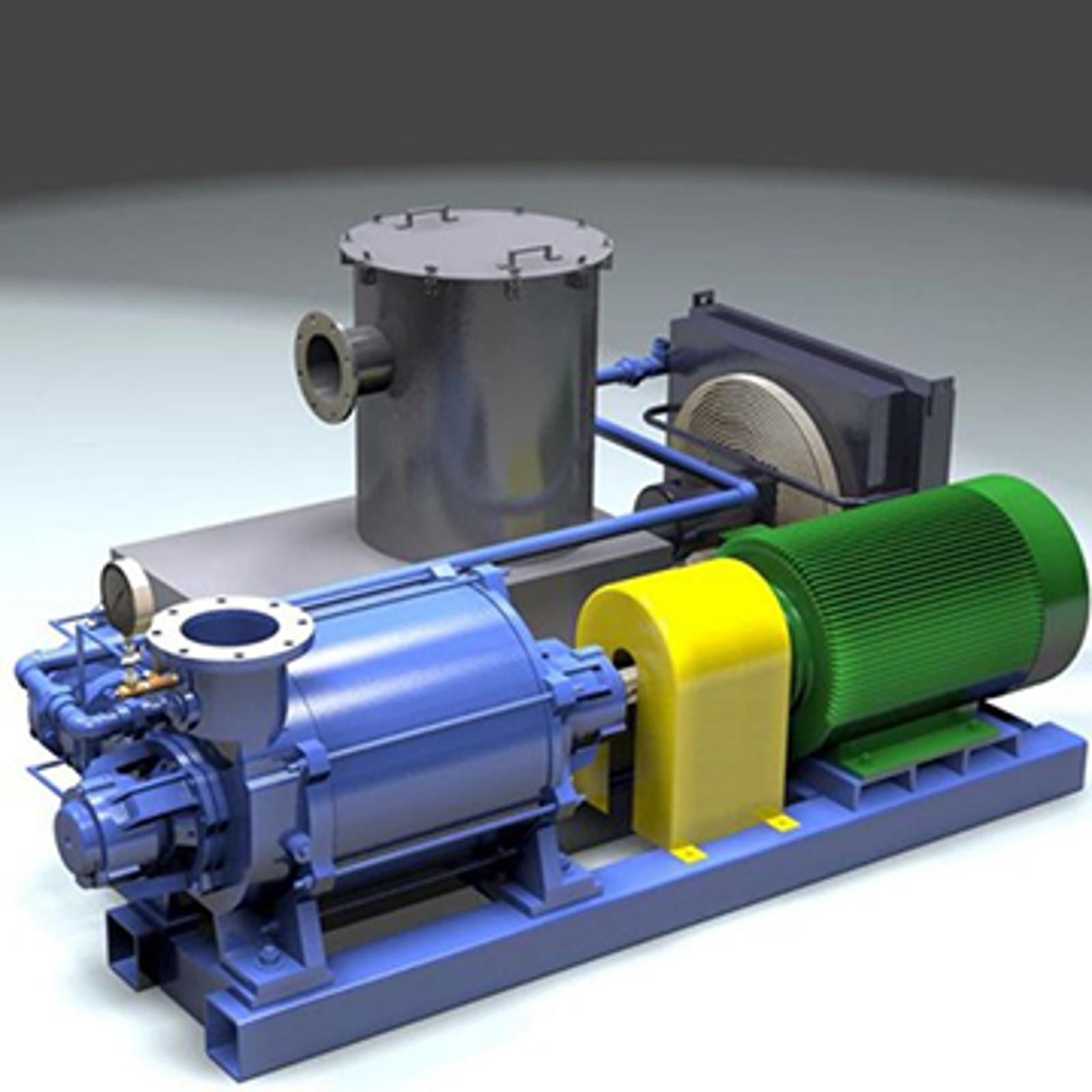

Nash Excellence in Oil-Sealed Vacuum Pump Technology
Nash specializes in designing custom engineered vacuum systems built for unique process requirements. Our oil-sealed vacuum technologies are available with standard components but specifications and system design can be modified depending on your requirements. You can count on Nash to provide a reliable and efficient vacuum system engineered for any demand of tough industrial applications.
Precision Engineering
NASH oil-sealed vacuum pumps are meticulously designed to ensure maximum efficiency and reliability.
Ease of Maintenance
Our pumps are engineered for low maintenance requirements which means less downtime and more productivity for your operations.
Quiet and Smooth
We design these vacuum pumps with a focus on quiet operation. Nash pumps are suitable for noise-sensitive environments without compromising performance.
Robust Corrosion Protection
The integrity of your vacuum pump is safeguarded by our superior oil, which encases all critical components in a protective layer. This barrier is pivotal in preventing corrosion and undesirable reactions with the processed gas. Oil-sealed vacuum pumps are well-protected against the effects of time and use.
The Cleaning Effect - Purity and Protection
Our vacuum pumps go the extra mile with an oil that not only lubricates and seals but also cleanses. The oil plays a crucial role in purifying the compressor chamber of impurities, ensuring that your operations remain protected against contaminants.
Adaptable Systems
With a range of models and configurations, these pumps can be customized to fit the specific needs of your applications.